PROJECTS
INTP Solutions Corp. is a new company. We cannot discuss our active projects,
but as an insight to our abilities, below are projects from the previous
employment of our founder and head consultant, Mark Fetty.
BRENCO® Projects
Generation 2000 |
 |
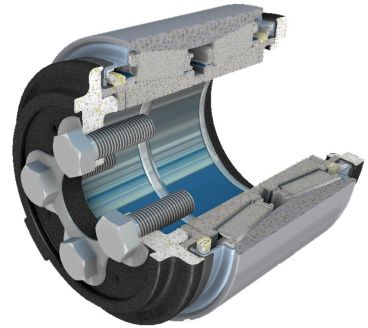
With increasing Heavy Axle Loads in North America, fretting and loss of clamp were becoming a serious concern. Many improvements were made, but it became increasingly clear that a new bearing on a new axle was required to provide the level of performance and reliability our customers demand.
In 1996, Mark developed Brenco's version of a shortened (100-ton) class-F bearing and thus created the "Generation 2000" bearing (the ones in the field with blue end caps). This bearing size, designated "Class-K", has become the industry standard. The Class-M and Ausbrid were later added to this "family" of short bearings.
Ausbrid® - The First |
 |
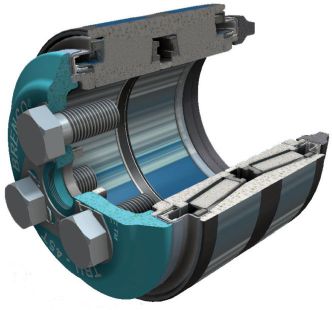
BHP wanted to increase loading on their class-G bearings but was faced with excessive fretting from heavy axle loads (36 tonne per axle). Knowing that a typical short bearing design (like the "K") was too expensive to be practical, Mark figured out that a compromise "hybrid" design would provide 90% of the benefit for much less increase in cost. This "Australian Hybrid, or "Ausbrid" was a cost-effective and right-sized compromised solution. Introduced in 1999, it became the standard for all of the Heavy Axle Load Iron-Ore Railroads of the Australian Pilbara region allowing loads of 38 to 40 tonnes per axle.
Metric CTRB Bearings |
 |
With the railway world moving from "build-in-place" cylindrical bearings, to "fit-and-forget" Cartridge-style Tapered Roller Bearings (CTRB), Russia was working with other bearing suppliers to get a working CTRB, but without success. Starting in 1998, Mark worked to develop a new metric bearing size using a "system" approach with a few key features. Successful lab and field testing led to this being the first approved cartridge "cassette" tapered bearing in the large CIS railroad market.
But the bearing still needed to be economical. In 2006, Mark developed a new reverse-fit wear ring/backing ring interface allowing the use of the more conventional (and economical) stamped metal based seals.
Since then, Mark has developed three basic sizes of these metric bearings that are now used for both, freight and passenger applications. This gateway project allowed Amsted Rail to team up with the European Bearing Company (EPK)to form "EPK-Brenco" (EPK-Брэнко) and to build a world-class railroad bearing manufacturing plant in Saratov, Russia.
Poly-Shroud® |
 |
With a customer in Sweden using a heated water power spray on their wagons, bearings were experiencing excessive water ingress. To prevent this, Mark developed the "Poly-Shroud", an external polymer slinger that can be added to any older seal designs. Acting as an "umbrella" for the seals, and factory installed outside the sealed bearing, water spray is repelled with no negative impact on bearing performance.
MEGA-TONNE® |
 |
The Ausbrid®, and the enhanced Ausbrid Plus® bearings provided increased performance for many years, but the iron-ore business in the Pilbara region of Australia was looking for even greater axle loads and improved reliability. With an eye to the future, Mark conceived the new MEGA-TONNE® (MT) bearing in 2011.
With the first build in 2013, the MT completed bench testing in 2014 and a 2-year field test in 2019. This is a truly new bearing size providing a 40-45 tonne axle load option for the Heavy Iron-Ore railroads of the world. At just 5% larger in diameter than the Ausbrid® short-G bearing, it has a 25% increased rated load for DOUBLE the L10 life under the same load.
Tru-Guard® |
 |
Seal heat was a barrier to expanding bearing use from Ukraine into Russia. Faced in 2010 with a choice between expensive lamellar ring seals and seals with one or more rubbing lips, Mark designed Brenco's first production "no contact" seal. Based on a "seal slinger" concept (= protection from heavy water spray), this project created the first CIS application of what became Brenco's domestic "Tru-Guard" seal.
New Modern Bearings |
 |
Without spare parts, the "Fire-Up 611" group (Steam Operations Corporation, Virginia Museum of Transportation, and Norfolk Southern) wanted to apply modern bearings to this beautiful steam locomotive. Never one to miss a challenge, Mark designed a new inboard bearing arrangement using special short-G bearings. He also designed a new one-piece fabricated housing to replace the existing cast housing and axle assembly. This maintained the wide bearing centers and kept the fretting potential low. Read more about this project HERE. A video link is below.
 |
 |
 |
 |
Mack Truck Projects
Mack MH (COE) 4x4 Prototype Build |
 |
As a new engineer that knew how to get things done, Mark was assigned the project of "Mocking Up" the prototype of a new concept vehicle, a 4x4 version of a UPS (customer) MH model cab-over-engine (flat nosed) truck. While another engineer did the "heavy lifting" (concept, drivetrain plan), Mark worked with the mechanics to build the prototype and work out the majority of the details including the frame modification.
Ackermann Steering Levers
With customers voicing tire wear concerns, research determined that trucks with shorter wheelbases need an increased steering angle differential for true rolling in tight turns. Mark developed a family of steering levers and a table indicating the ones to choose that match the steering angles to the wheelbase. To be economical, all lever sizes can be made from the same forging by drilling the tie-rod receiving hole in different positions.
R-Model Accelerator Pedal Effort
Drivers of a major trucking fleet were complaining of high accelerator pedal effort that was creating leg and ankle fatigue on long hauls. This put a large future order in jeopardy.
In the days before electronics, mechanical fuel injector pumps required dual return springs, one to return the engine to idle, the other for safety in case one broke. Mark designed a simple means to add a third, force-countering spring that would disengage if either of the other springs were to break. This cut the effort in half, but maintained safety. This fix was quickly implemented to save the order.